


编者按: 钢管,现代工业的“钢铁血管”。在全球突破2亿吨的年产量中,中国把控着超40%的绝对市场份额。从每千米消耗120吨钢管的油气长输管线,到单车用量数十公斤的汽车制造,庞大的工业躯体依赖着这些血管的精准输送。在这片百亿级的市场中,“无缝钢管”与“普通钢管(焊接钢管)”构成了两条截然不同的技术路线。本文将以工业视域,深度剥离二者在制造、性能与经济学层面的底层逻辑。

█ 01 制造工艺的基因分野:整体锻造 vs 拼接成型
管材的物理宿命,在走下生产线的第一道工序时便已注定。工艺基因的差异,是两者后续所有性能鸿沟的起点。
核心路径一:无缝钢管的“整体锻造”美学
无缝钢管的诞生是一场高温下的金属重塑。它采用整块实心金属坯料,通过暴力的物理穿孔一气呵成:
* 热轧工艺:实心圆钢在1200-1250℃的极温下,被三辊斜轧穿孔机强行撕开内核,化为毛管。这条单线年产能可达50万吨的生产线,奠定了重工业的基石。
* 冷拔/冷轧进阶:对于高精尖领域,宝钢特钢的LGC冷轧机组能将壁厚控制压缩至0.01mm级,±0.05mm的极致公差使其成为航空航天的标配。
* 极端挤压:面对难变形的合金(如Inconel 625镍基合金),穿孔针的强力挤压赋予了管材超越普通钢管3倍的高温强度。
核心路径二:普通钢管的“拼接成型”效率
普通钢管(焊接钢管)则代表了工业流水线的极致效率与几何重组:
* 直缝高频焊(ERW):钢带卷曲后,300-500kHz的高频电流在接触面激发出集肤效应,瞬间锁死边缘。120m/min的极限产速,彰显了规模化制造的威力。
* 螺旋埋弧焊(SSAW):这是突破口径极限的利器。通过螺旋卷曲,即便焊缝长度激增,也能用窄钢带造出直径达1422mm的巨兽(如中石油X80级螺旋管)。
* 激光焊接:当10-20kW的高功率激光束介入,0.1-0.3mm的微小焊缝与高达95%的母材强度,让焊接管在汽车排气系统等领域获得了新生。
█ 02 结构完整性的本质论战:无缺陷神话与焊缝挑战
“是否有缝”,决定的不仅是外观,更是金属内部微观世界的稳定性。
无缝钢管的先天防御力
凭借无焊缝的结构,无缝管在微观层面展现出压倒性的均匀性。1200℃以上的高温穿孔造就了ASTM 8-10级的致密晶粒度。更关键的是应力分布——其残余应力呈完美的轴对称分布,峰值不到材料屈服强度的30%。在交变载荷的摧残下,其疲劳极限高达抗拉强度的40-50%,承受10⁷次循环载荷依旧坚不可摧。
普通钢管的“阿喀琉斯之踵”
焊缝,始终是焊接管无法回避的结构弱点。
* 相变与脆化:快速的加热与冷却(10³-10⁴℃/s)容易在焊缝处催生粗大的魏氏体组织,大幅削弱冲击韧性。
* 氢致裂纹倒计时:一旦焊缝金属吸收的氢含量突破2ppm的警戒线,高强钢管(如X70级)的裂纹敏感性便会呈指数级飙升。
* 几何应力集中:螺旋焊管难以避免的焊缝余高(0.5-1.5mm)与错边量,会在内压下形成高达1.5-2.0的应力集中系数,埋下隐患。
█ 03 承压能力的量化鸿沟:高压王者 vs 中低压基石
在压力测试的刑场上,数据是检验实力的唯一真理。
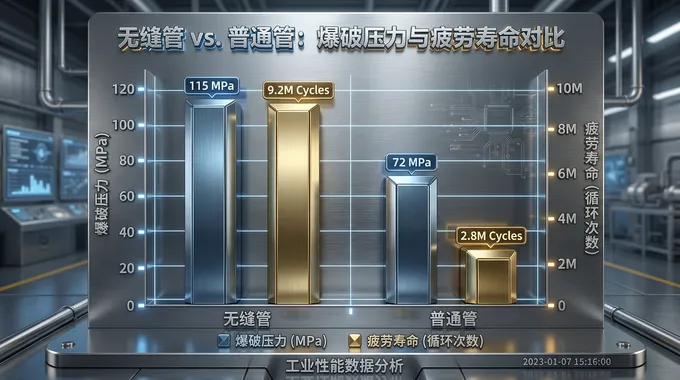
降维打击:无缝管的高压统治区
同规格爆破测试中,无缝管的爆破压力超出焊管40%以上。以Φ219×8mm的X80管为例,无缝管实测爆破压力飙升至125MPa(设计压力的6.25倍),而同规格ERW管仅为98MPa。在深海3000米的极压环境下(约30MPa外压),无缝管可凭借原生结构硬抗,而焊接管则被迫增加20-30%的壁厚以弥补强度的流失。在350℃的高温炼狱,无缝管依然能锁住85%的屈服强度。
务实折中:焊接管的中低压哲学
受制于焊缝,API 5L标准将ERW焊缝的强度系数限定为0.95。这意味着焊缝处的允许应力永远低于母材。在±10MPa的疲劳压力循环中,焊接管往往在10⁵次循环后便败下阵来(出现微裂纹)。此外,在-40℃的极寒环境下,其冲击功会发生断崖式下跌(低于50J),这使其彻底退出了极地输油和高频启停压载系统的舞台。
█ 04 尺寸精度的工艺较量:微米级控制 vs 经济型精度
精度,是区分“工业艺术品”与“工业消耗品”的标尺。
* 微米级制霸:现代无缝管依托激光测径仪(2000次/秒高频监测)与多道次冷拔,将精度推向了极限。为医疗器械定制的心脏支架用管,公差被死死钉在±0.01mm。其挤压工艺甚至能打造出长短轴比3:1、壁厚极度均匀的异形航空管件。
* 工程级妥协:普通钢管的尺寸控制则充满了实用主义气息。ERW管外径公差允许在±1%浮动,螺旋焊管的椭圆度甚至可达公称直径的1.5-2.0%。虽然可以通过打磨将焊缝余高削减至0.5mm以内,但攀升的15%加工成本往往让采购商望而却步。
█ 05 检测标准的严苛矩阵:全方位透视 vs 靶向排雷
安全冗余的底线,由检测标准构筑。
无缝钢管执行的是“全流程透视”:相控阵超声波(PAUT)不放过任何大于Φ0.3mm的内部瑕疵;API 5CT标准的极压水压试验是每根钢管的必修课;严苛的金相检验更将非金属夹杂物死死压制在低等级。
普通钢管则采取“焊缝专项靶向”策略:针对脆弱的焊缝区,实施100% X射线探伤与漏磁检测(MFL),并对热影响区进行维氏硬度测试(严格控制在母材硬度的120%以内),以确保这一最大变量在可控范围之内。
█ 06 成本效益的经济学底层逻辑:高端溢价 vs 规模红利
所有的技术博弈,最终都会落在财务报表的数字上。
无缝钢管的成本账本:
一条年产30万吨的热轧无缝线,设备投资高达15亿元(ERW线的3倍)。其能耗惊人(450kgce/t),且穿孔带来的8-10%材料损耗不可逆转。高昂的设备折旧、能耗与熟练技工成本,注定了它的高端溢价属性。
焊接钢管的降维逻辑:
120m/min的极限产速与高达95%的材料利用率,是其击穿底价的武器。高度自动化的产线将人工成本压缩至5-8%。更具杀伤力的是其“窄带生产大管”的运输经济性——将钢卷运至前线现场卷制,物流成本瞬间斩断35%。
█ 07 核心应用场景的战略分化:国之重器 vs 大众基石
技术没有绝对的优劣,只有最契合的场景。
无缝钢管,属于国之重器:
它是西气东输三线工程中绵延5000公里的能源大动脉;是超临界火电机组在620℃、25.4MPa地狱工况下坚守10万小时的护卫者;更是航空发动机内承受1200℃高温与500MPa应力的高压涡轮盘核心。
普通钢管,撑起大众基石:
它是北京大兴国际机场航站楼内重达2万吨的钢铁骨骼;是绵延120公里、为城市节省25%预算的市政供水生命线;也是隐匿在你我身边,将造价降低40%的办公家具支架。

结语:工程选材的终极博弈
无缝钢管与普通钢管的对决,本质上是“极限物理性能”与“极致经济效率”的动态平衡。在核电、深海、航空等容错率为零的高端序列,无缝钢管的地位无可撼动;而在建筑结构、常温流体输送等大众领域,普通钢管凭借庞大的规模红利席卷市场。
未来,随着激光焊、相控阵检测的降维打击,焊接管的性能边界正被不断拓宽;而无缝管也在近净成形技术的加持下,继续向着材料科学的无人区挺进。对于工程师而言,最高级的选材智慧,永远是在工况参数、生命周期成本与供应链韧性之间,寻找那个最精准的黄金交汇点。


