


在现代工业管道系统的复杂网络中,三通接头作为流体分支与汇合的核心枢纽,其性能表现往往直接决定了整个系统的安全冗余与运行效率。对于管道工程师、设备选型工程师以及技术决策者而言,面对错综复杂的工况需求,如何在“不锈钢焊接三通接头”与“卡套三通接头”之间做出最优技术决策,始终是一个充满挑战的课题。
这两种主流接头在材料特性、密封机理、应用场景及全生命周期成本(TCO)上存在着本质的差异。本文将从底层技术原理出发,深度剖析两者的性能边界,为您提供一份详实、客观的技术选型参考。
 一、 技术原理与制造工艺的底层逻辑
一、 技术原理与制造工艺的底层逻辑1. 焊接三通:重型工艺锻造的结构壁垒
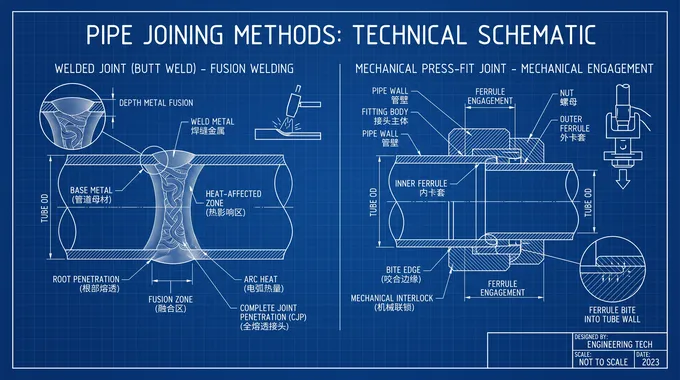
不锈钢焊接三通的本质,是通过冶金结合的方式将主管与支管融为一体,彻底消除物理连接界面的工艺。其制造工艺主要分为两种,代表了对不同管径和壁厚的极致追求:
液压胀形工艺:利用高压液体使管坯在精密模具内膨胀成型的先进工艺。主要针对DN15-DN400的小口径管件。工程优势在于“一次成型”,提升了抗压能力。但对设备的吨位要求极高,前期投入巨大。
热压成形工艺:面对DN大于400的大口径或超厚壁管材的唯一解。通过加热管坯后进行径向压缩与支管拉伸,有效降低了设备吨位门槛。但对温控能力要求严苛。
焊接工艺的复杂性注定了其较长的制造与安装周期,但它换来的是无与伦比的结构强度,能够轻松应对 600公斤级高压 与 500℃以上 的极端高温挑战。
2. 卡套三通:精密机械咬合的模块化美学
与焊接三通的“暴力美学”不同,卡套三通接头展现的是精密机械加工的魅力。它完全摒弃了热加工,依靠纯粹的机械物理力实现密封。
双道密封机理:核心在于卡套的刃口设计。旋紧螺母时,卡套在锥面压迫下收缩,内刃均匀切入无缝钢管管壁,形成前端锥面密封和坚固的刃口咬合密封。
材料与适配性:通常采用304或316L不锈钢制造,管材需严格适配普通级精度无缝钢管(外径Φ4-Φ42)。螺纹接口灵活兼容ZG、NPT、PT等多种国际标准。
这种模块化设计的最大红利在于“效率”。免焊接意味着无需动火作业审批,无需探伤检测,整体安装效率可飙升 50%以上,且支持多次重复拆装。
二、 核心性能参数全方位对标
| 性能维度 | 不锈钢焊接三通(以316L对焊为例) | 卡套三通(优质316L产品) | 技术解析与工程影响 |
|---|---|---|---|
| 设计耐压能力 | 最高可达PN100 (ASME B16.9) / 稳定承受60MPa | 2.5MPa - 64MPa (常规适用16MPa) | 焊接三通在超高压反应釜等重载场景具备绝对统治力;卡套三通更适合中低压精密控制系统。 |
| 极限耐温范围 | 长期≤480℃,瞬时可达900℃ | 一般≤250℃ (-20℃~120℃变温稳定) | 高温会导致卡套金属材料发生蠕变,削弱机械咬合力,因此高温工况严禁使用卡套。 |
| 极限泄漏率 | 低于 10⁻⁹ Pa·m³/s (全熔透焊接) | 约 10⁻⁶ Pa·m³/s (依赖刃口加工精度) | 焊接三通的冶金结合实现了近乎绝对的零泄漏,是核电等高危工况的唯一选择。 |
| 耐腐蚀表现 | 优异(含2%-3%钼,抗点蚀强) | 良好,但存在微动磨损风险 | 卡套的机械接触面在强腐蚀介质或剧烈震动下,易产生微动磨损导致密封失效。 |
三、 行业应用场景与全生命周期经济性博弈
1. 工业场景的精准匹配
焊接三通:重工业与高危领域的“定海神针”
在石油化工的催化裂化装置中,连接反应器与分馏塔的管道需常年承受500℃高温与10MPa压力,316L焊接三通是不可替代的基石。在电力能源(如核电站主冷却剂管道)与深海工程中,更是系统寿命的保障。
卡套三通:精密制造与高频维护的“效率引擎”
实验室气体管道系统需要频繁更换传感器,卡套三通将安装时间缩短了80%。在航空液压传动系统、半导体气体配管系统以及食品制药的纯化水系统中,卡套三通满足了防爆、高空作业的便利性,杜绝了焊接可能带来的内部焊渣与死角。

2. 经济性:初始投资与TCO(总拥有成本)的权衡
工程师在选型时不仅要看采购BOM表的数字,更要计算全生命周期的账本。
初始成本:以DN100的316L产品为例,焊接三通单件约800元,但配套的氩弧焊设备、专业焊工工时及无损检测费用,会使单节点安装成本飙升至2000元以上。同规格卡套三通单价约300元,安装工具简单,初始总成本骤降60%。
生命周期成本:某炼油厂数据显示,焊接三通在20年内的维护成本极低(仅占初始投资15%),但一旦需要改造,必须停产切割,代价高昂。反观卡套三通,虽然单次更换极其廉价,但在高频震动或腐蚀环境下,因密封失效导致的非计划停机损失可能高达初始投资的50%。
四、 工程师选型决策树与未来展望
核心选型法则
1. 触碰红线即选焊接
凡涉及高压(>64MPa)、高温(>250℃)、剧毒或易燃易爆等对泄漏零容忍的工况,无条件选择焊接三通。
2. 效率优先则选卡套
在口径较小(通常<dn50)、中低压、需要频繁拆装维护、或现场禁止动火作业的场景,卡套三通是提升工程roi的最佳选择。< span="">
3. 防腐考量需谨慎
面对强腐蚀介质,即便使用316L材质,焊接三通的整体性依然优于存在物理缝隙的卡套接头。
结语:
不锈钢焊接三通与卡套三通并非绝对的替代关系,而是各自固守着特定的工程边界。随着现代制造业向着高度模块化与智能化演进,卡套三通在半导体、新能源实验线等快速迭代领域的市场份额必将持续攀升;而焊接三通则作为工业大动脉的守护者,继续在极端工况下发挥无可替代的作用。未来,随着复合材料卡套技术的突破以及自动化激光焊接装备的普及,这两类核心管件的性能边界或将迎来新一轮的融合与重构。


